 Visual inspection is a very common technique used by maintenance professionals in physical asset management. It is also the last step in the production line for most goods.
Visual inspection is a very common technique used by maintenance professionals in physical asset management. It is also the last step in the production line for most goods.
While engineers are constantly finding new ways to automate widely used repetitive actions, visual inspections have remained an invaluable tool for finding issues, especially in the field of equipment maintenance.
In this post, we explain the value of visual inspection for a variety of purposes and cover the most common modern use cases. And of course, because visual inspections can give varying results due to their subjective nature, we will share some essential steps you can take to standardize your inspection process.
The definition of visual inspection
Visual inspection is a very basic inspection method used in manufacturing quality control and asset maintenance. It is the method of looking for flaws or imperfections using the naked eye and non-specialized inspection equipment.
Quite often, there is no empirical formula for finding defective products or inspecting a piece of equipment. Therefore, the experience of the person that is performing visual inspection plays a significant role in determining the efficacy of the process.
Looking for anomalies with the naked eye is the most common method of visual inspection. But it is not necessarily limited to that. Using other senses for inspection also falls under the broad umbrella of visual inspection. The basic tenet is that an experienced person is using his sensory capabilities to identify problems with objects they inspect.
For instance, experienced professionals can assess the quality of materials like wood and metals by judging the sound produced by them. They can just knock on the object and make a judgment based on the sound produced by it.
Similarly, a maintenance technician might smell a gas leak, hear that something is loose inside the asset, or even feel that a piece of equipment vibrates more than it should or radiates excessive heat. All while performing a visual inspection.
Checklist for Creating a Preventive Maintenance Plan
Following a consistent Preventive Maintenance Plan can make life easier. Use this checklist to create your own!
Visual inspections in physical asset management
Visual inspection is an integral part of physical asset management. Maintenance professionals use it on a daily basis as part of their routine maintenance activities.
Occasionally, an organization will train machine operators to perform visual inspections instead of maintenance techs. This practice is commonly referred to as autonomous maintenance.
Regular inspections help maintenance teams spot signs of wear and tear that can lead to equipment failure. Minor issues are corrected on the spot if the technician has access to the right tools and parts. Otherwise, they will leave a note about the detected issue. The maintenance manager or supervisor will later add a new task to the preventive maintenance plan so the problem doesn’t go unaddressed.
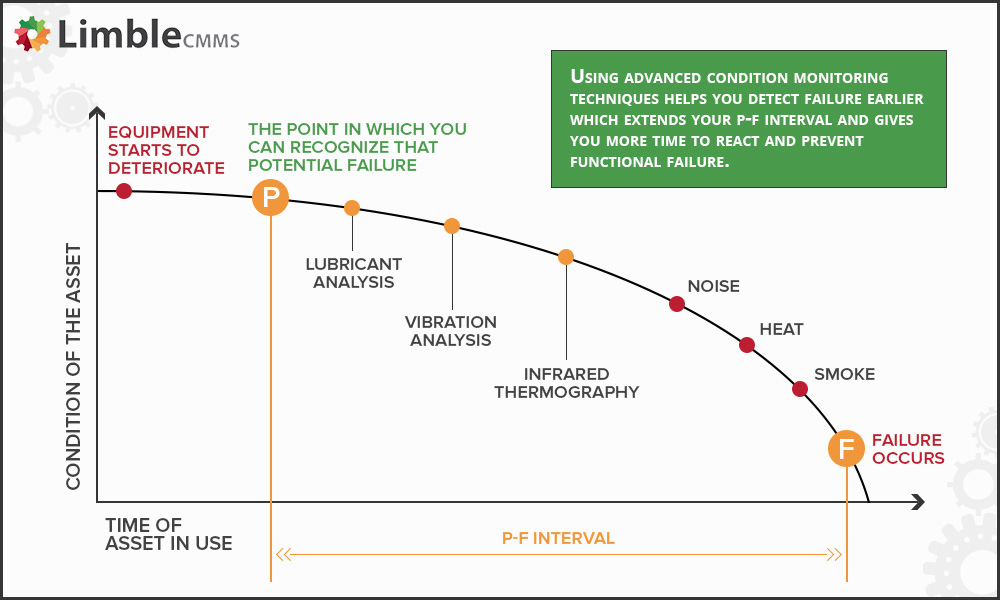
While they can be very useful, visual inspections come with a couple of downsides. Machines often need to be shut down so a technician can perform a visual inspection. As you can imagine, this reduces equipment uptime and can hurt the bottom line. The other problem is that visual inspections can sometimes spot the problem too late. If you detect noise, heat, or smoke, the failure might already be in progress.
To combat these issues, more and more organizations are using condition monitoring sensors and equipment to monitor asset health and performance in real-time. This technology allows them to notice deterioration signs much earlier than it would otherwise be possible. This is neatly represented in the graphic below.
These sensors allow organizations to run advanced maintenance strategies like condition-based maintenance and predictive maintenance. Such strategies reduce the need for visual inspections but are far from making them obsolete. Sensors are still fairly expensive and can only detect specific deterioration signs. It means that manual testing methods like visual inspections are not only necessary but a more cost-effective option, especially for inexpensive assets.
Visual inspections in quality control
Visual inspection is the oldest non-destructive testing (NDT) method for quality control. In its original form, visual inspection is used to observe the surface of an object and look for cracks, scratches, misalignments, corrosion, and other physical defects.
Big brands, especially those that produce expensive products, have a lot to lose if they send out a whole line of defective products. Visual inspection is a great way to quickly filter out items with obvious defects.
For instance, automakers like Rolls-Royce give extreme importance to the fit and finish of each component that goes into their cars. Their internal research shows how roughly 70% of all faulty components are rejected because of discrepancies found during visual inspection.
This is not to say that visual inspections are reserved only for luxury goods. A good counter-example comes from the food and beverage industry. Here, visual inspections are performed to ensure there aren’t any foreign objects in the product, that packages are uniform and properly sealed, and that the products are not mislabeled. Because of the fairly straightforward nature of these inspections, many food manufacturers are starting to adopt machine vision systems for quality control.
 An example of an automated visual inspection system (Image source)
An example of an automated visual inspection system (Image source)
Broadly speaking, visual testing for quality control can be done in three different ways:
- Random sampling: Quality checks are performed on randomly selected products. Products can be checked right at the production line for obvious visual defects. More complex inspections (like testing the interior of a product) are usually carried out at special testing areas.
- Full manual sampling: All products are inspected manually. This can be a physically demanding job with a lot of repetitive actions. To maximize the health and productivity of workers performing the inspections, organizations should look to provide the necessary tools and ergonomic equipment.
- Automated visual inspection: Products are inspected using cameras, image processing methods, and machine learning algorithms. More on this later in the article.
The automated systems for visual inspection seem to be gaining more traction as the private sector develops industry-specific solutions. It remains to be seen how fast will manufacturers adopt this technology.
Modern visual inspection techniques
Incremental technological improvements in camera quality and machine learning are starting to change how we think about visual inspections. Maintenance techs now have the ability to perform visual inspections at hazardous and hard-to-reach places, while being miles away from the objects they are inspecting. Quality control specialists, on the other hand, have more and more access to automated visual inspection solutions.
Remote visual inspections for asset maintenance
These days, technicians can use robots and drones to view otherwise inaccessible areas. We are talking about inspecting objects at great heights, very confined spaces, hazardous places like storage tanks, and similar.
Images or videos can be viewed from a remote location, even thousands of miles away from the location of the inspection site – hence the name remote visual inspection. The captured data can be accessed in two different ways:
- Live stream: Robots or drones can relay data of the location to the base station where the inspector can watch the live feed. In this case, the robot or drone can also be controlled from the remote terminal. It can only be used in cases where there is constant wireless communication between the equipment that is being operated and the base station.
- Saved data: In extremely remote or hazardous areas where there can be no wireless communication, videos and images are saved and analyzed later.
An additional advantage of these types of inspections is that the images and videos can be easily shared between technicians and other relevant team members, without having to be physically present at the inspection site. This collaboration can be extremely useful when solving complex problems or when there is a need to contact specialized experts.
Automated visual inspections (AVI) for mass production
Automated visual inspection (AVI) uses computer vision and artificial intelligence to perform visual inspections on products instead of quality inspectors. This technology aims to dramatically reduce the need for human intervention for inspection in large-scale automated factories.
 Cognitive visual inspection solution from IBM (Image source)
Cognitive visual inspection solution from IBM (Image source)
Foxconn, one of the largest electronics manufacturers on the planet, is using AVI in their manufacturing facilities. We will use them as an example to briefly describe how this technology is supposed to work.
Suppose Foxconn is manufacturing motherboards for the latest iPhone. One ideal sample of the motherboard is made and inspected by a human visual inspector. Once it has been approved, this model is uploaded to the database and the algorithm can use it as a benchmark. Some examples of defective models are also uploaded to the server and used to teach algorithms how to recognize specific anomalies.
The rest of the motherboards will come out of the automated assembly line and pass under the camera systems for the AVI. Multiple images of the product are captured from various angles. The captured images are compared to the benchmark images stored using machine learning algorithms. Some of the factors compared could be:
- size and shape of different elements
- solder locations
- component locations
- missing components
- connectors
- color anomalies
The product passes the inspection if it is sufficiently close to the benchmark.
At face value, this technology seems like a perfect solution. After all, the main idea behind automation is to leave routine and mundane tasks to machines so that employees can focus on creative problem-solving. It is a sound idea, but there are still many limitations that need to be addressed before it becomes a standard in the industrial space.
The limitations of automated solutions
There are two main impediments to the adoption of automation in visual inspection.
The first one are technological limitations. Though AI researchers have made great strides, the inspection algorithms are far from perfect. They need a lot of examples of good and defective products so they can learn how to detect different anomalies with enough success. Additionally, machines find it difficult to work with reflective surfaces. This would eliminate working with most metals found in a plant. Such minute differences cannot be captured by the algorithms yet, but humans can easily do that.
The second factor is cost. To implement an automated inspection system, there should be supplementary equipment like imaging machines, networking tools, computer hardware, etc. These hardware costs in addition to the software cost still make it cost-prohibitive for many organizations.
Over time, the quality and price of automated visual inspection systems should go down and we should see wider adoption.
How to standardize the visual inspection process
Standardizing any process makes it repeatable and verifiable. But a problem with the standardization of visual inspections is that a large part of the work is very subjective in nature and quite difficult to package as a checklist.
Standardization efforts in maintenance
Maintenance activities are often standardized through written standard operating procedures, safety guidelines (like LOTO), and maintenance checklists. Visual inspections, to some degree, can be tackled in the same way.
Since maintenance technicians should already know how to perform basic visual inspections, written guidelines can be created only for complex equipment where the proper inspection takes multiple steps to complete.
The process of standardization can look something like this:
- Record down all assets that are visually inspected regularly.
- Map the concerning areas to be checked.
- Note down the actions to be taken depending on the spotted deterioration sign.
- Create a flowchart based on the information above.
- Create a maintenance checklist for the cues that should be inspected.
- If possible, add the checklist and the flowchart to your CMMS system. If you have a mobile CMMS, technicians can quickly access that information on their smartphone and tablet, which can significantly speed up their workflow.
- Occasionally review and update those flowcharts and checklists.
An asset can have a million different issues but the goal of a direct visual inspection is to look for common signs of wear and tear.
Maintenance checklists should always be created by experienced technicians familiar with the inner workings of equipment at their facility. Usually, those will be the same people in charge of training new technicians. This is perfect, as new technicians will reap the most value out of these standardization efforts.
Standardization efforts for quality management
The key to standardizing visual inspections in quality management lies in the training process which should include:
- very clear guidelines on what is considered a defect
- what to do with a defective product
- when and how to use any special visual inspection tools
- who to contact for borderline cases (asking for a second opinion)
- how and where to note novel anomalies
- any other special guidelines that need to be followed on the plant floor
Even after that, there will be cases where the subjectivity of the process causes disputes. A small scratch on the product might be a deal-breaker for one inspector, while the other one would mark it as good to go. Some level of inconsistency is unavoidable but can be minimized through standardization.
Inspect away
It will be a while until technology becomes a suitable substitute for human eyes and judgment. And it will take that much more until the same technology becomes accessible to small and medium-sized operations.
Until then, this simple activity will continue to be a crucial part of asset management and quality control, performed by trained personnel.
As always, if you have any questions, feel free to start a discussion in the comments below. If you’re interested in learning more about equipment maintenance and reliability, check out the latest articles on the Limble blog.