
A maintenance storeroom is a complex and dynamic location, balancing conflicting priorities and stakeholder expectations. And a smoothly functioning storeroom is key to a smoothly functioning maintenance department.
This in-depth guide discusses best practices to help storeroom managers optimize their operations in four key areas:
- Storeroom planning and layout
- Storeroom workflow
- Inventory organization
- Inventory tracking
Let’s see how to take your maintenance storeroom management to the next level.
The purpose of a maintenance storeroom
Maintenance storerooms provide an efficient parts and tools management service for their maintenance departments.
They ensure that maintenance teams have the correct part, tool, or maintenance documentation, in serviceable condition, at the moment they are required.
Unfortunately, maintenance storerooms can get so bound up managing their ancillary obligations that they forget what their main purpose is. When that happens, your maintenance efficiency suffers, costs increase, and quality systems are bypassed.
Let’s see what you can do to ensure that doesn’t happen to you.
Checklist for Creating a Preventive Maintenance Plan
Following a consistent Preventive Maintenance Plan can make life easier. Use this checklist to create your own!
Maintenance storeroom planning and setup
If you are in the process of setting up a new facility or reorganizing an existing space, read our recommendations for how you should set up your maintenance storeroom.
Finding the perfect location
A study by Emerson Reliability Consulting suggests that technicians spend 10-25% of their time obtaining spare parts.
Therefore, the location of the storeroom will have a huge impact on maintenance operations.
If a central warehouse receives all goods for administration, production, and maintenance, you can locate the maintenance storeroom in a position easily accessible by the maintenance personnel. Component transfers from the central warehouse can happen internally via carts, pallets, and fork trucks.
If the maintenance storeroom is standalone, the location can be more flexible. It needs to be on an outer wall or external to the building to accept truck and courier delivery, but close to the production floor to minimize travel times for maintenance staff.
Selecting a maintenance storeroom layout
While storerooms can be designed in many different ways, there are three common layouts that dominate the market:
- I-shaped design
- L-shaped design
- U-shaped design
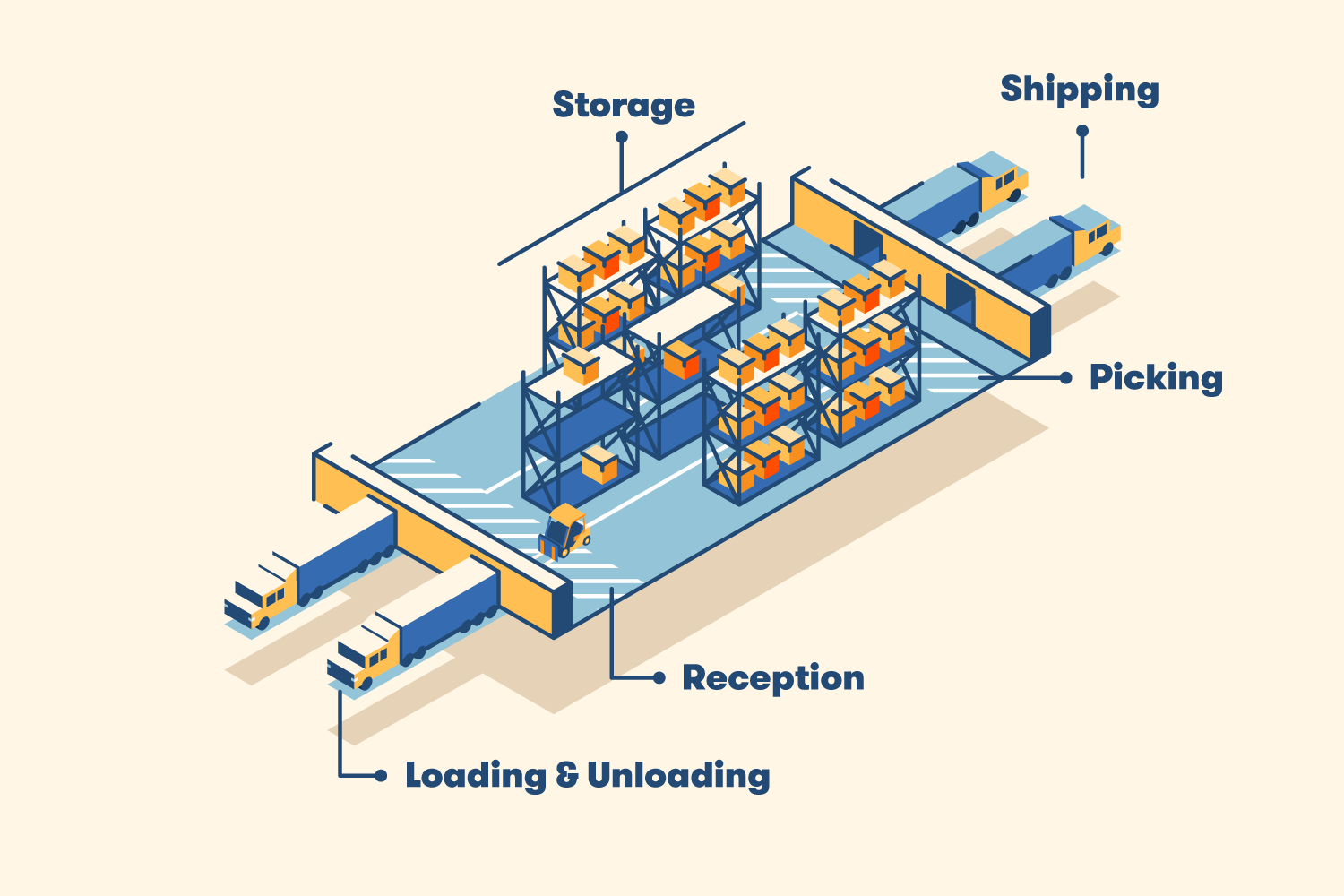
I-shaped storeroom layout
The I-shaped design allows a straight line flow sequence, with the unloading bay followed by the receipt function, then the quarantine area.
After that comes the stocking or put-away staging area, which flows into the main storage area with shelves and racking.
Next is the picking function, followed by the packing and shipping area. The drawback of the I-shape is that the parts have a long way to travel end-to-end in a big warehouse.
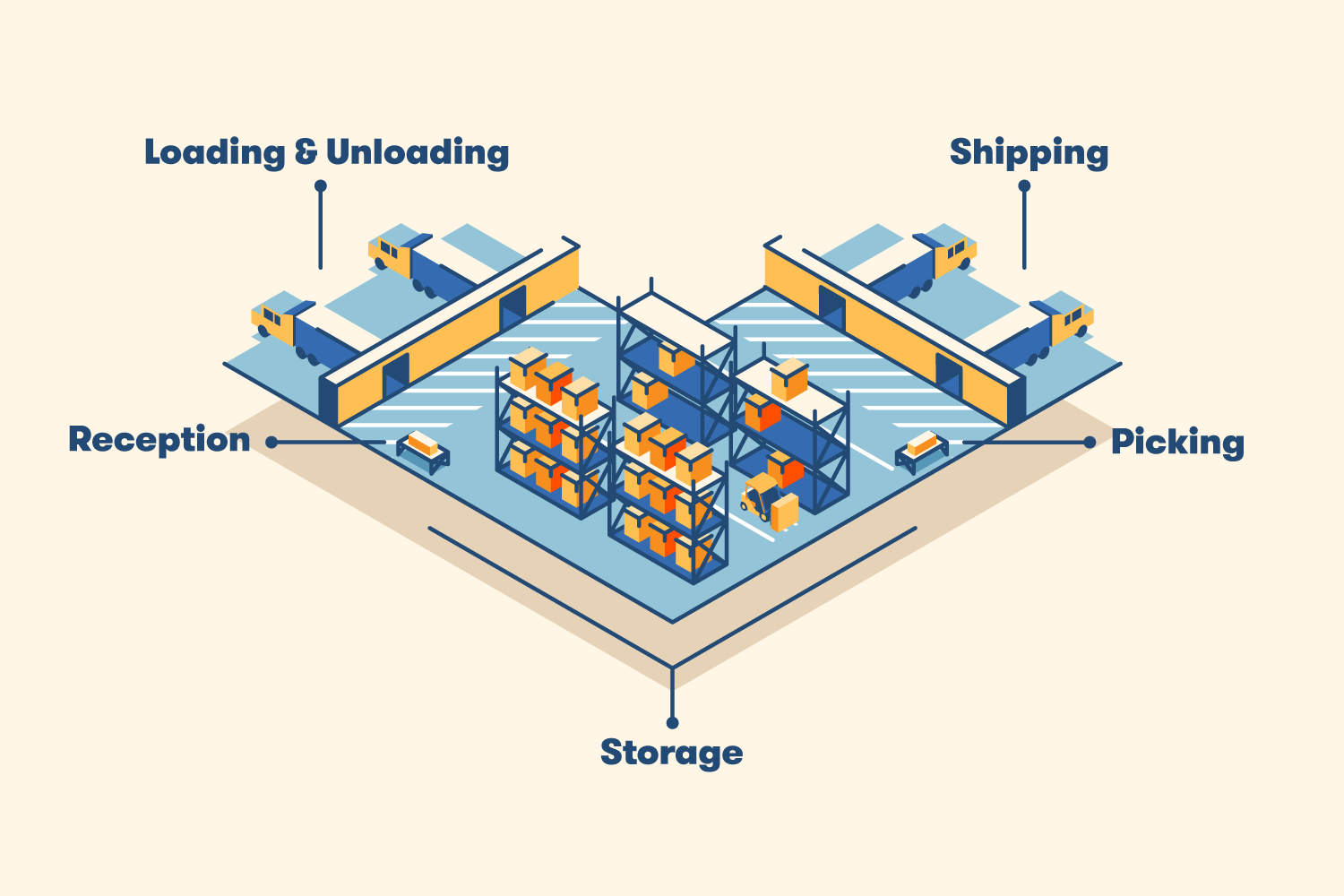
L-shaped storeroom layout
The L-shaped layout follows the same flow sequence, but the central store forms a large cube, with the unloading and receipt area on one side of the cube and the packing and shipping at ninety degrees.
This shape reduces inventory travel times and allows for a large storage area.
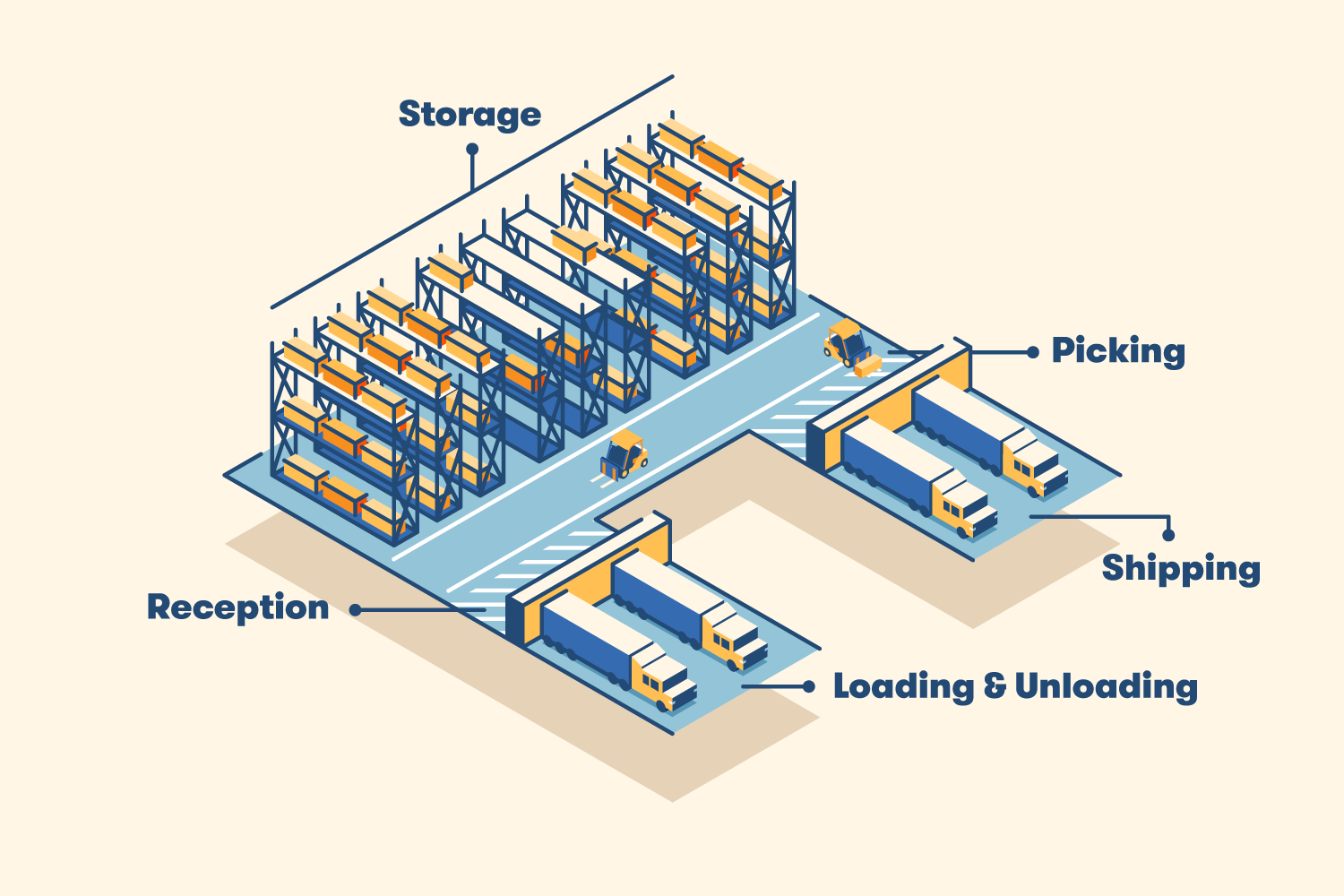
U-shaped storeroom layout
The U-shaped storeroom is a common design as it fits most existing buildings.
The flow sequence remains the same, but unloading and shipping share the same dock, although separated.
The storage area forms the bowl of the U-shape, with stock arriving in one leg of the U and progressing around to leave by the other.
Aisle widths consideration
Facility floor space is valuable, and it should be used wisely. The difference between a 12′ aisle and an 8′ aisle can increase your useable area by 15%.
The answer to what aisle width to use has to be found on a case-to-case basis.
In general, there are two physical factors determining aisle width:
- the equipment used to stock and pick inventory (if you use fork trucks, for example, your aisle width will depend on the style and maneuvering requirements of those trucks)
- the size of the objects stored
If you’re doing everything manually, think of a minimum aisle width of just over 1 meter or 42″.
Be sure to consider the ergonomics for the store workers carrying out stocking, picking, and counting tasks. If using stepladders, stools, or carts, will the aisle width create safety risks regarding manual handling, trip hazards, or equipment maneuvering?
Have a safety professional perform a risk assessment before committing to storage spacing.
Storage equipment considerations
The cubic space available is an important measurement, so consider all three dimensions. Oftentimes, using vertical space is cheaper than paying for more floor area.
Your parts inventory drives storage equipment selection. High-density cabinets and drawers are the most efficient space utilization if your inventory is predominantly small items, as are small-parts bins — and if you have the height, vertical lift units, or carousels.
Don’t forget that many parts suppliers now offer vending machines for their components, which they will manage and restock.

MRO and PPE vending machine. Source: Southwest Solutions Group
Your larger items and part modules can still utilize traditional pallet racking or shelving.
Security considerations
One of the maintenance storeroom’s responsibilities is to ensure a secure chain of custody for all inventory once they are on your premises. If possible, separate your storeroom from the main plant by secure walls or a strong floor-to-ceiling cage.
As storerooms contain up to millions of dollars in assets, this external barrier discourages theft and enforces the diligent tracking of parts that go in and out of inventory.
The passages in and out of the secure area must be access-controlled 24 hours a day, recording the individual’s identity, as well as the date and time of their entry or egress. These days, video surveillance has become a common security method for larger maintenance stores.
Organizing workflow inside a maintenance storeroom
Managing the workflow within a maintenance storeroom requires logic and precision. It is the only way to ensure an efficient movement of inventory.
Where possible, you should design a warehouse space to have parts follow a single flow as they enter, progress through, and leave the storeroom. This way, storeroom workers can save considerable time and reduce their daily travel distance.
Throughout their lifecycle, parts will exchange many different hands. The key to an efficient maintenance storeroom workflow is to not overload one person with too many roles.
We recommend allocating one role per person. Otherwise, when the storeroom gets busy, tasks will be put off ‘until later’ — and later never comes. The system will begin to fall apart, with parts losses, incorrect inventory counts, and meaningless usage data.
With a little bit of strategic and proactive thinking, all of this is easily preventable.
Managing parts reception
You have to have an outlined process for accepting and storing goods in your maintenance storeroom.
Usually, you will have part-receiving areas located at the dock where trucks and couriers unload. Here, a receiving clerk will have to check part numbers and quantity to make sure that the delivery matches your purchase order.
Before raising a goods receipt within the warehouse management system to officially accept the parts into stock, they will also inspect packaging integrity and check for any damage that might have happened during the transport.
Under no circumstances should parts be taken by maintenance personnel until they are formally entered into the stock system.
The parts should be labeled or barcoded, and then passed to a staging area for stocking or put away into general storage. If there is an open work order, they can be routed directly to maintenance.
Sooner or later, you will end up receiving items that are damaged or do not comply with the purchase order. In such cases, they can go into an on-site quarantine area, which we will discuss shortly.
Managing stocking and put-away processes
Ideally, you will have a computerized system that will notify the personnel tasked with stocking that parts in the staging area await their attention.
Before transporting the item to storage, storeroom personnel will scan or manually enter the part ID into the software. After storing it, they can enter its location details and close out the put-away task.
This way, you will have complete traceability. At any time, the parts can only be in one of four locations:
- Quarantine
- Staging area
- On a put-away task with an identified employee
- Their designated stock location
Managing stock-picking processes
Picking is the process of fulfilling a parts order from maintenance. While large warehouses use very complicated picking systems and strategies, in most maintenance storerooms, the picking process is simple and defaults to “discrete picking”.
Discrete picking occurs when a storeroom picker picks each order as it is received. It’s a labor-intensive process, but given the scale of most maintenance storerooms, it’s adequate.
There is also a process called secondary picking. It is used for planned maintenance tasks and involves picking parts that will be placed in a staging area to assemble a maintenance kit with its own part number. As the picker selects the parts, they scan or enter them against the work order or inventory request they are fulfilling, which maintains part traceability.
Managing packing and shipping processes
While large warehouses routinely pack and ship inventory to clients globally, most maintenance storerooms are only used to fulfill the organization’s internal maintenance needs.
This greatly reduces the need for packing and shipping areas and personnel. However, it doesn’t do away with them completely.
Packing and shipping in a maintenance storeroom are used for three primary reasons:
- Send unserviceable components or tools to external suppliers for repair or overhaul.
- Return wrongly received or damaged items to suppliers from the quarantine area.
- Prepare maintenance kits for pending work.
Most storerooms locate their packing and shipping areas on the same loading dock as the area for receiving inbound goods, but carefully segregated to ensure no crossover or confusion between inward and outward goods.
Setting up a quarantine area
A quarantine area is common in industries with rigorous quality systems, like aviation, agriculture, or pharmaceuticals. It is a secure area within a storeroom used to hold any item that should not or cannot be entered into the stock system. Good examples are items awaiting an inspection, shipping, or a decision on their disposition.

Secure quarantine area installed at a facility of an aerospace part distributor. Source: Stakrak Ltd
No one can issue an item from quarantine for use. It can only go to shipping for dispatch, be scheduled for an inspection or rectification, or be sent to the receipt area for entry into stock.
There are many scenarios where a quarantine area is useful:
- You receive a damaged, incomplete, or incorrectly numbered item from a supplier. You can’t enter the item into stock, but you must track it and place it in quarantine while resolving the issue.
- You receive a part internally from a maintenance technician with an intermittent fault that requires repair. It can be safely held in quarantine, preventing its reuse, until dispatched for rectification.
- A torque wrench is out of calibration. While maintenance can recalibrate it, it is held in quarantine, preventing its use, until a work order is raised for testing and tagging.
The main point to remember about quarantine is that it is secure and shown as a separate store within the MRO storeroom. Releasing parts should require formal action and the appropriate paperwork.
Organizing inventory within a maintenance storeroom
Each maintenance storeroom will have specific methods based on the size, type, and volume of inventory it holds.
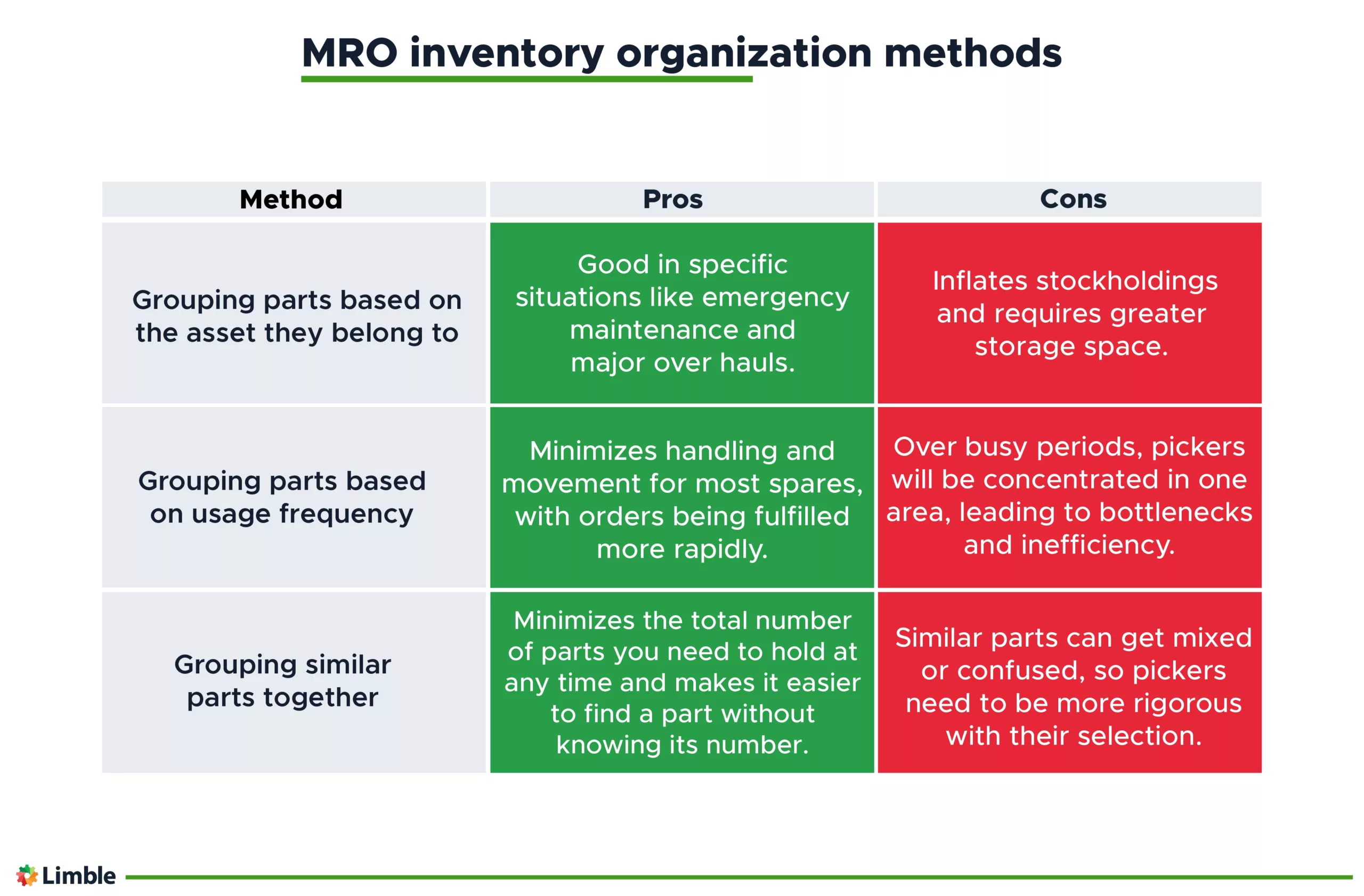
Grouping parts based on the asset they belong to
This method groups all the parts that support a particular piece of equipment. It is great when you have a major overhaul planned for a specific machine, as you can pick everything you need in a single area. Similarly, it works well for emergency maintenance as a picker/technician can find anything they need fairly quickly.
The drawback is that many machines may use the same bearing or hydraulic ram, meaning you have many of the same components stored in multiple locations. This practice inflates stockholdings and requires more storage space.
Grouping parts based on usage frequency
Some storerooms put high-use items and critical spares closest to the picking station and the slow-moving and infrequently used spares further away. This method is based on the 80/20 principle and minimizes handling and movement for most of your spares, with orders fulfilled rapidly.
The drawback is that when your storeroom is busy, all your pickers are concentrated in one area, leading to bottlenecks and inefficiency.
Grouping similar parts together
This method is the most common in maintenance storerooms. Keeping similar parts together makes it easy for pickers to locate the general area they should be looking in. An example might be bearings, drive belts, or seals. The same goes for specialized items like lubricants, tools, and consumables, which are often grouped by their type.
This way, if a technician doesn’t have a part number but knows the size he seeks, he knows the general area where the item is likely to be stored. As a nice bonus, grouping similar parts minimizes the total number of parts you need to hold at any time.
A drawback is that similar parts can get mixed or confused, increasing the chance that the picker will select the wrong part. Hence, pickers need to be diligent and careful with their selection.
Handling big and heavy items
Big and heavy items require handling equipment and force you to think about worker ergonomics. The idea here is that the heaviest parts should be placed on lower shelves or at ground level, while bulky objects may get a dedicated area. It is also recommended to keep fragile components away from large and heavy items.
Standardizing your physical storage classification
Whatever method you are using to organize parts inventory, it’s important to label the storage locations in a logical and standardized fashion. Many storerooms use a simple system of numbering that:
- Identifies the part’s row
- The area within the row
- The shelf the part is on
- The bin holding the part
Additionally, each row should follow the same naming standard.
If row one has each bay of shelving on the left identified alphabetically, starting from A and increasing down the row, and the shelving bays on the right identified as AA, BB, etc., then be sure that all other rows use the same system. Similarly, if you number the shelves from bottom to top, and the bins from left to right when facing the shelf, ensure the system is standard throughout your storeroom.
That way, if a stock picker must find a part at location 06DD304, they immediately know they need to be looking in the 6th row, on the right-hand side, four bays in, on the third shelf up, and in the 4th bin from the left. Their life is easier, and your operation is more efficient.
Now that we know how to organize it, let’s discuss how to increase the accuracy of your MRO inventory.
Two ways to ensure the accuracy of your MRO inventory
Without rigorous inventory tracking, normal operations will often hide the costs and delays a business can incur from sloppy maintenance storeroom practices. Even if you can’t see them, they will be significant. Selecting the wrong part, suffering stock-outs, or reusing faulty components is bound to delay production and create safety risks.
The following two practices are the only things you need to include in your storeroom processes to stay on top of your MRO inventory.
1) Digitize your inventory management
Most maintenance organizations use a CMMS with an inventory module, which is uniquely placed to manage maintenance storeroom inventory. Linking inventory levels and control to supplier databases, maintenance work orders, maintenance planning systems, and financial management, a cloud-based CMMS provides a central database for holistic maintenance management.
On top of that, modern CMMS solutions use QR codes and barcodes to track and maintain all assets, work orders, maintenance documentation, tools, and maintenance requests.
Inventory is updated automatically as work orders are issued and completed. You can even set up min/max reorder systems for the procurement staff, where they get notified as soon as the stock of a particular item falls below a predefined threshold.
Last but not least, a CMMS system like Limble will also provide you with a complete historical record of the individual performance of different components by automatically calculating their MTBF. This can be very useful for comparing component quality from different suppliers.
2) Implement cycle counting
Even with a digitized inventory system, it is very hard to keep inventory accuracy at 100%. Cycle counting is the simplest way to catch and correct discrepancies that creep up over time.
In short, storeroom staff manually counts the number of specific items you hold in inventory periodically (monthly/quarterly/yearly), to see if these stock levels match your inventory records. The more important the part is, and the more inventory value it carries, the more often that count should happen. Simple as that.
Good job for getting this far. Only one section to go!
Maintenance storeroom management best practices
Before we wrap things up, here are three maintenance storeroom management best practices you can apply on top of everything we have covered so far to further improve maintenance operations and spare parts management.
1) Monitor storeroom performance with relevant KPIs
Using key performance indicators to monitor maintenance storeroom performance should be standard practice, aimed at continuous improvement. They allow performance to be baselined and offer a measure against which to implement tactics designed to reduce costs and increase productivity and efficiency.
Here are four useful indicators:
-
- Percentage of stock-outs = stock-out number/total parts issued
- The growth rate in supplier numbers and parts held
- Inventory accuracy = cycle count adjustment/total cycle counts
- The percentage of inactive inventory = inactive parts in the year/total parts
Conveniently, most of these metrics can be tracked through your CMMS (if your CMMS includes parts inventory management module like Limble does).
2) Implement maintenance kitting
Maintenance kitting is the practice of assembling all parts needed for an imminent planned maintenance task, assigning it a dedicated kit number, and holding it in a kitting area until it is picked up by a technician. Storeroom personnel or external suppliers are usually those responsible for assembling the kit.
The benefits of kitting are that maintenance technicians do not waste time assembling all the parts and tools they need for a planned maintenance job. All components are prepacked and available when called on, saving valuable time and keeping the technician on the job rather than queueing at the storeroom — which ultimately leads to decreased downtime.
3) Watch out for SLOB parts
SLOB is an acronym for slow-moving and obsolete parts. Infrequently used inventory costs money by taking up valuable storage space, increasing business working capital, complicating parts and materials management, and inflating carrying costs.
Performing frequent SLOB reviews helps you identify and sell such parts, returning revenue and freeing up carrying capacity.
The path to a well-organized maintenance storeroom
A well-organized maintenance storeroom is pivotal to the efficient operation of your maintenance department. It shoulders heavy responsibility for spending and managing business capital while protecting its assets.
Between the physical layout and parts management processes, there are a lot of things you need to get right. While we can’t directly help you with those challenges, we can provide you with very capable CMMS software that will keep your MRO inventory in check and your maintenance work on track.
If you wish to learn more about Limble CMMS, send us an email or schedule a product demo — no strings attached.