Equipment Reliability
Read up on methods for calculating equipment reliability and better understand the likelihood of asset failures and unexpected downtime.
What is equipment reliability?
Equipment reliability is a measurement of the likelihood that an equipment failure will occur within a given period and under certain conditions. By measuring reliability, you can gain a better understanding of your equipment’s ability to perform its intended function.
In the past, the term “reliable” may have referred to any operational machinery. As reliability and maintenance strategies have grown more mature, the definition of reliability has become more nuanced. Reliability is now evaluated in the context of how well the assets are utilized for success at both the strategic and operational levels.
How to measure equipment reliability?
The reliability of an asset is generally measured by the length of time it can operate without experiencing a failure
For example, if a piece of equipment is designed to operate continuously for 5,000 hours and it successfully did so, the equipment would be 100% reliable. Unfortunately, that is rarely the case.
Most industrial equipment has many subsystems and components, each with its own level of reliability. You can calculate the overall reliability of such equipment by determining the reliability of all these individual pieces.
Calculating the reliability of equipment is easier when you understand how all of the asset’s subsystems relate to one another and how the failure of one or more will impact the equipment’s overall reliability. Industry professionals have developed several performance indicators for understanding reliability in terms of both equipment uptime and the duration of operations.
Mean Time Between Failures (MTBF)
Mean Time Between Failures (MTBF) is a formula that is used to measure the reliability of repairable equipment.
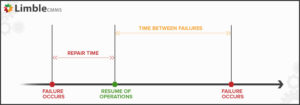
MTBF represents the average time between multiple failures that occur in a given period. A piece of equipment has to undergo at least two failures before you can calculate MTBF. The more data points you have, the more accurate your averages will be.
Mean Time to Failure (MTTF)
MTTF, on the other hand, measures the reliability of non-repairable assets.

MTTF tells you the average lifespan of a particular asset, helping you to predict when you’ll need to replace it. Your maintenance team can use this data to guide purchasing and inventory management for essential consumables or spare parts and develop a predictive maintenance strategy.
Availability
Availability and reliability aren’t synonyms to maintenance professionals. That said, you can calculate an asset’s availability to better understand the overall effectiveness of your maintenance programs and reliability of your assets.
Availability refers to the probability that a machine is in operable condition at a given time. Once availability falls below a specific threshold, the asset will require repair or replacement.
You can calculate an asset’s availability by dividing its MTBF by the sum of its MTBF and MTTR. Your target availability will depend on how critical the equipment is to your organization’s daily operations.
Planned maintenance percentage (PMP)
Calculating an asset’s planned maintenance percentage helps you understand how much time your technicians spend on unplanned work compared to pre-planned maintenance tasks. If your team is spending significant time on unplanned work, you may have reliability issues worth addressing.
You can calculate PMP for a given asset or for your full maintenance program by dividing the number of planned maintenance hours by the total number of maintenance hours and multiplying the quotient by 100. The figure is useful for optimizing asset management while keeping maintenance costs manageable.
Overall equipment effectiveness (OEE)
OEE takes an asset’s availability, performance, and quality into account as a way of assessing the overall productivity of your manufacturing process. You can calculate an asset’s OEE by multiplying its availability by its performance (total output) and its quality (defect-free output).
A machine with an OEE of 100% produces as many items as possible with zero defects and no unplanned downtime for maintenance.
Equipment reliability and maintainability
Reliability and maintainability are closely related metrics that are often studied together. Maintainability indicates the ease of performing maintenance tasks on a given asset. The easier it is to perform repairs and maintenance on the asset, the higher its overall maintainability. High reliability does not always mean high maintainability.
Mean Time to Repair (MTTR)
How do maintenance professionals measure maintainability? Calculating an asset’s mean time to repair (MTTR) is a common method for understanding its maintainability. It is also helpful in reducing the number of actions a technician has to perform during repairs. While cutting down repair times can improve maintainability, skipping important steps could lead to more failures over time. This would reduce the asset’s reliability even while improving its maintainability.
An optimized maintenance program takes the differences between reliability and maintainability into account to settle on the appropriate balance.
Want to see Limble in action? Get started for free today!
Equipment reliability is a team effort
Reliability engineers aren’t the only members of your team who should care about asset reliability. Every stakeholder within your organization has a potential role to play in maximizing the reliability of essential equipment. Effective organizations recognize the far-reaching impacts of equipment reliability and ensure all stakeholders have the right tools and knowledge.
Start your reliability journey today and learn about how Limble CMMS can be a key tool for establishing stronger maintenance and reliability programs.


