Do you know the most common issues with your assets, the reasons for your asset failures, or the piece of equipment failed the most in the last six months? If not, a system of failure codes may be the answer. We’ll cover the basics and benefits to help you get started.
Failure code basics
A failure code is a short sequence consisting of alphabetical, numeric, or alphanumeric characters that are used in maintenance and asset management.
They point to equipment defects, why a piece of equipment failed during operation, and the type of work that was performed on the asset.
Using failure codes helps to standardize reporting, reduces variability between technicians when reporting failure causes, and allows data mining for insights into maintenance efficiency on a plant or asset level.
Operators, technicians, or engineers apply a failure code to an asset, for entry and storage in a Computerized Maintenance Management System (CMMS) database — to become part of an asset’s history.
Reliability engineers can then sort the data for failure trends, indicating common failure modes across the plant or at an asset level, and allowing remedial actions to be implemented as quickly as possible.
Checklist for Creating a Preventive Maintenance Plan
Following a consistent Preventive Maintenance Plan can make life easier. Use this checklist to create your own!
Common failure codes used in Asset Management
The following list shows examples of generic failure codes applicable to most equipment.
| Code | Definition | Description |
| AOL | Abnormal outlet low | Low output |
| PLU | Plugged | Partial or full-flow restriction |
| IHT | Insufficient heat transfer | Insufficient heating/cooling |
| AIR | Abnormal instrument reading | False alarm or faulty reading |
| SPS | Spurious stop | Unexpected shutdown |
| REPAIR | Maintenance action to restore an item to the original state | |
| REPLACE | Replace the item with a new or refurbished item of the same type and make | |
| MODIFY | Replace/renew/change an item with a different type, make, design, or material | |
| SERVICE | Periodic servicing, with little or no dismantling | |
| TEST | Periodic test of function availability | |
| CHECK | Investigate the issue with no action required or the action deferred | |
| ADJUST | Bring out of tolerance condition within tolerance |
Steps for implementing and using failure codes
Follow these four steps to implement failure codes within your organization:
- Choose your method of failure code capture
- Categorize the data you wish to collect
- Create a library of codes
- Train employees in applying failure codes
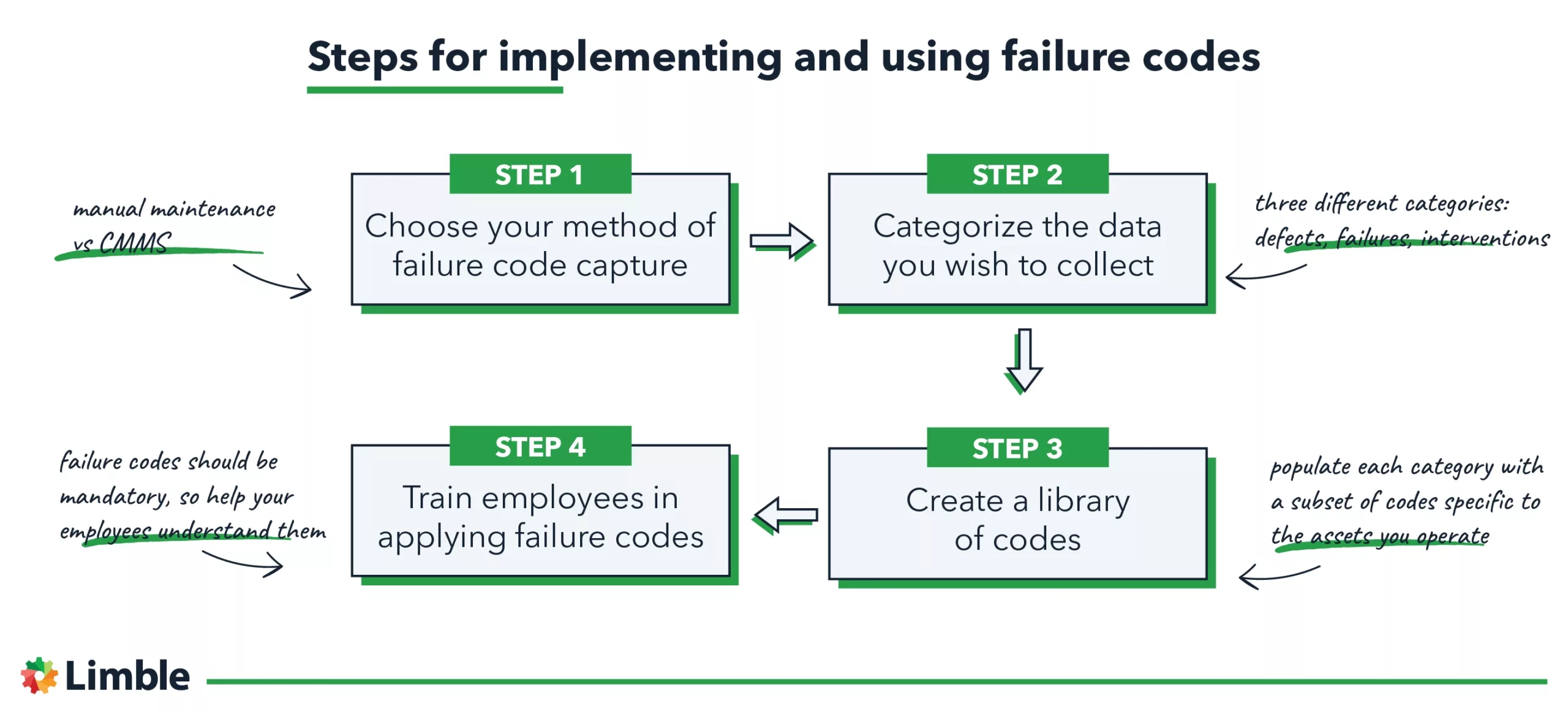
Let’s tackle each of these in more detail.
1. Choose your method of failure code capture
While you can try to manage it manually, organizations commonly use failure codes in conjunction with a CMMS. Using consistent data with electronic search and retrieval unlocks powerful reporting capabilities.
Most modern CMMS support using three or four-character data codes and provide the ability to mandate the data collection. This control prevents technicians from submitting a defect report or closing a planned maintenance task without applying a code relevant to the task or failure.
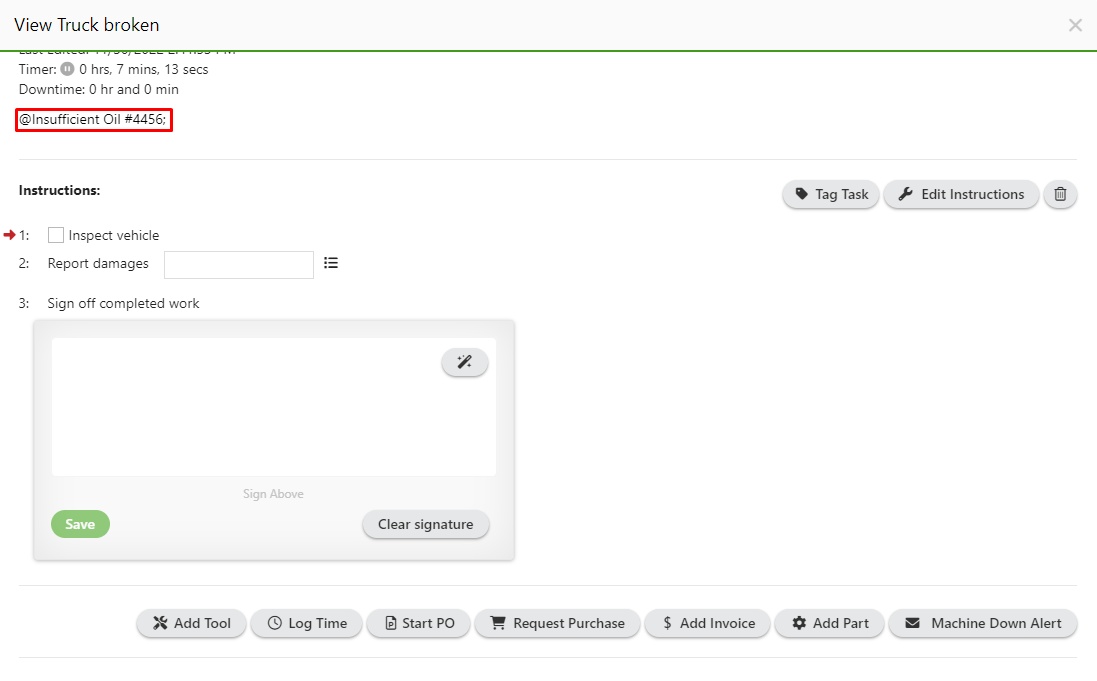
The above image presents one of the ways of capturing failure codes inside Limble CMMS. In essence, we allow you to store failure codes as “custom tags”.
2. Categorize the data you wish to collect
For failure coding to work, an organization needs a thorough coding structure that suits the business.
This structure should cover more than just failures to be effective. You’ll need to develop codes for each of the following categories:
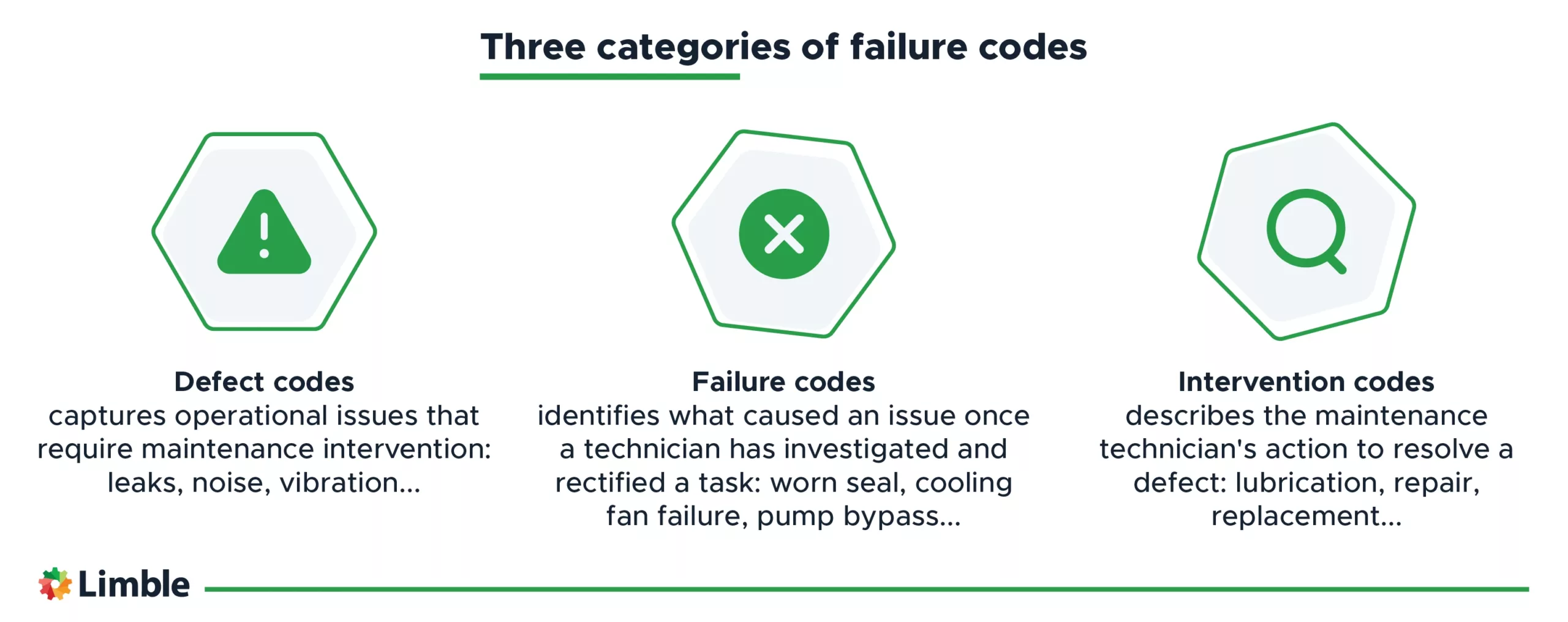
- Defects: This code category captures operational issues that require maintenance intervention — leaks, noise, vibration, overheating, or unplanned stoppages.
- Failures: The failure code identifies what caused an issue once a technician has investigated and rectified a task — failed bearing, worn seal, cooling fan failure, or pump bypass.
- Interventions: An intervention code describes the maintenance technician’s action to resolve a defect — lubrication, repair, replacement, or overhaul.
Taken together, the three categories give an instant overview of what was wrong, the cause of the defect, and how a technician fixed it. When all plant failure data is aggregated, the organization has an extremely valuable data resource to mine for operational improvement.
3. Create a library of codes
Once you have the categories, you’ll need to populate each with a subset of codes specific to the assets you operate. Many of the codes you need are generic to most equipment, so start with these first.
A useful document to assist you is the international standard, ISO 14224, developed for the petrochemical industries and titled “Petroleum and natural gas industries — Collection and exchange of reliability and maintenance data for equipment.”
Appendix A of this standard gives examples of equipment, their subunits, and applicable failure codes. Stick with established industry codes to ease understanding for new technicians who gained experience elsewhere. The following table is an example of Appendix A’s contents.
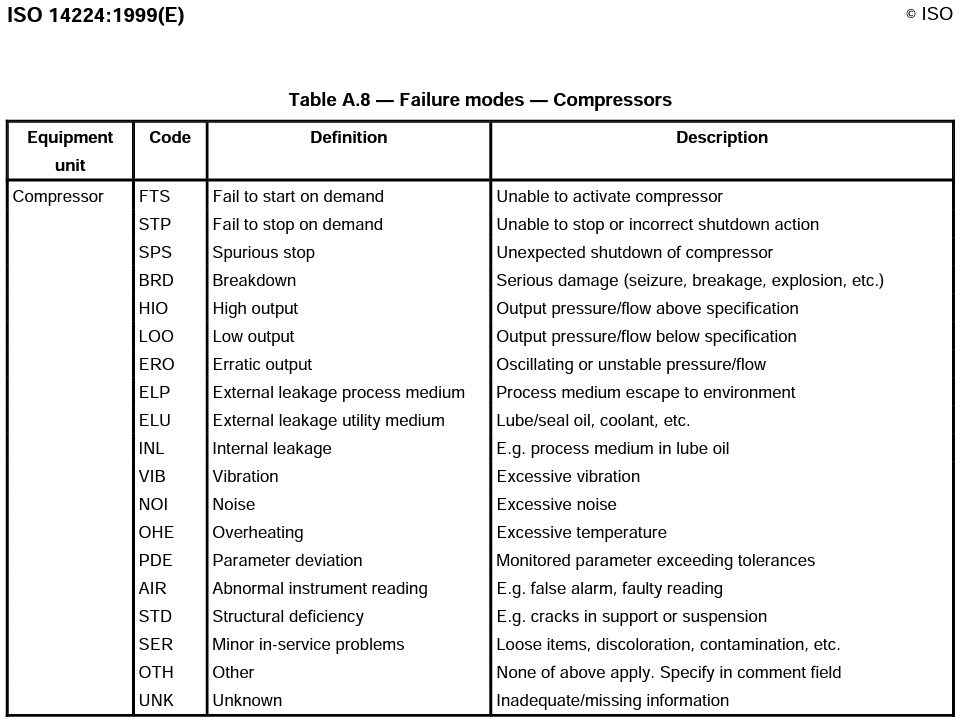
Example of Appendix A’s contents, Source: Maintenance.org
Some less obvious code groups you shouldn’t lose sight of are:
- Calibration codes — when something needs realigning or adjusting to a standard
- Electrical defects codes — like no power or high resistance joints
- Human error codes — when someone causes a problem through lack of training, negligence, or vandalism
- Normal wear and tear codes — like worn tires, seals, or dirty oil
4. Train your employees in applying failure codes
Since failure codes are consistently used and applied by your employees, be sure to carry out training sessions.
This way you’ll help them understand why the codes are being implemented, highlighting the value both they and the business will gain from a more efficient maintenance system.
Ensure that the code library is readily available and accessible, particularly on any mobile digital devices technicians might use. Also, the use of codes should be mandatory to raise a work request, acquit a work order, or interact with the store’s system.
Using a CMMS will ensure failure code entry is required before an operator submits a work request or a technician closes a work order.
CMMS Buyer's Guide
Learn the questions to ask and the features to look for during the CMMS selection process - and find the right CMMS for you.
An example of failure codes for a specific asset
The following codes are a sample of common faults and failures on a utility pump.
| Code | Definition | Description |
| FTS | Fail to start on demand | Unable to activate the pump |
| STP | Fail to stop on demand | Unable to stop or incorrect shutdown process |
| SPS | Spurious stop | Unexpected shutdown of the pump |
| BRD | Breakdown | Serious damage (seizure, breakage, etc.) |
| HIO | High output | Output pressure/flow above specification |
| LOO | Low output | Output pressure/flow below specification |
| ERO | Erratic output | Oscillating or unstable pressure/flow |
| ELP | External leakage-process | Process medium escape to the environment |
| ELU | External leakage-utility | Lube/seal oil, coolant, etc. |
| INL | Internal leakage | E.g., process medium in lube oil |
| VIB | Vibration | Excessive vibration |
| NOI | Noise | Excessive noise |
| OHE | Overheating | Excessive temperature |
| PDE | Parameter deviation | Monitored parameter exceeding tolerances |
| AIR | Abnormal instrument reading | E.g., false alarm, faulty reading |
| STD | Structural deficiency | E.g., cracks in support or suspension |
| SER | Minor in-service problems | Loose items, discoloration, dirt, etc. |
| OTH | Other | Specify in the comment field |
| UNK | Unknown | Inadequate/missing information |
Bear in mind the level of detail in describing the failure codes.
Also, make sure someone from your team checks the final list — this has to be the person who understands the codes as well as the processes in your organization.
Best practices for failure codes
The main purpose of implementing failure codes is to easily identify and track asset failures on work orders. In order to succeed, follow these best practices.
1. Develop asset-based code design
While developing failure codes, match them to the organization’s assets or asset classes. When a technician needs to select a code, they can select from a concise and pertinent list rather than searching through a huge list unrelated to the task and asset. This will also increase its efficiency.
The utility pump codes above are an example of this. Using this method means that each asset class will contain codes common to other assets; however, this duplication is unimportant.
2. Minimize the number of codes
Creating too many code choices for a technician can create ambiguity on which one to select, causing OTH (other) to be selected as a default code.
Make the failure code list for each asset short, unambiguous, and relevant to support accurate and helpful data collection.
3. Mandate failure code selection to ensure their use
Make the use of codes an expected outcome of every maintenance intervention. Doing this will ensure the technician’s familiarity with the system, and that way coding becomes an accepted process.
Your CMMS should allow you to make the failure code field mandatory for work requests, work orders, servicing, and planned maintenance tasks.
4. Use in-house expertise to validate failure codes
Handing down a generic list of codes to your maintenance and engineering team is unlikely to gain acceptance and compliance.
Make them part of the code development and validation process to be sure they own the process, and check the validity of each code when applied to your specific equipment.
5. Consult ISO 14224 about the conventions used in creating and using failure codes
Failure codes on their own are a powerful resource. When combined with codes for equipment taxonomy and standardized equipment names for subunits, you gain the ability for a targeted database search and analysis of failures.
The aforementioned ISO 14224 provides examples of this.
A great example is using EG as the code for electric generators. Within the EG group, you might have engine-driven (MD), steam-driven (SD), and gas turbine-driven (TD) generators. You can then apply standard terminology or codes for subunits like:
- Power transmission
- Electric generation
- Control and monitoring
- Lubrication systems
- Cooling systems
- Miscellaneous
Under these, you’ll have codes for maintainable components like gearboxes, bearings, and seals. These items are eligible for applying your failure codes.
Therefore, if you wish to search for vibration issues on gearboxes used in engine-driven generators, you can enter the exact search criteria to receive the information you need, rather than a general dump of vibration issues on all gearboxes in your plant.
6. Use a CMMS
As mentioned earlier, failure codes are usually used in conjunction with a CMMS. The system allows you to:
- Explore the maintenance history of specific assets to establish whether certain failures are trending.
- Compare the same parts made by different manufacturers to establish reliability rates while calculating the overall cost of ownership for each.
- Capture and store data down to the sub-component level, generating reports on a single asset’s failure and repair history across its life.
Time to use failure codes
Using failure codes in maintenance reduces equipment failures and enhances equipment reliability. They standardize failure reporting, and allow data interrogation for insights into asset failures.
This enhanced knowledge enables targeted actions aimed at reducing breakdowns and improving equipment availability. When using failure codes in conjunction with a CMMS, maintenance costs get reduced, equipment availability are improved, and maintenance efficiency is enhanced.
If you need help with any of the above, feel free to contact us via email, start a free trial, or schedule a free demo with one of our CMMS specialists.